
So entsteht der OM 473
Fahrzeug & Technik
Mit 15,6 Liter Hubraum, bis zu 460 kW Leistung und 3 000 Newtonmetern maximalem Drehmoment ist der OM 473 die Königsklasse der Lkw-Motoren. Gebaut wird er im Mercedes-Benz Werk Mannheim.
Ein steifes, leichtes Kurbelgehäuse und ein Zylinderkopf, der mit höchsten Zylinderdrücken klarkommt. Die Kurbelwelle, die spielend 1,2 Millionen Kilometer wegsteckt und eine Montagelinie, die kaum noch Fehler zulässt – in Gießerei, Zerspanung und Montage des Werks Mannheim entsteht die schwere Motorenbaureihe für Mercedes-Benz Lkw. Der OM 473 ist ihr jüngster Spross – das Triebwerk mit dem größten Hubraum, der größten Leistung, dem aufwendigsten Motorbremssystem und der effizienzsteigernden Turbocompound-Technologie.
Gießerei.
Trocken ist die Luft, es riecht nach einer Mischung aus Silvesterfeuerwerk und heiß gelaufenem Antrieb. Greller Schein der Schmelze, der den Rest der Halle in Dunkelheit verschwinden lässt. Weiß glühendes Eisen wird in Transportpfannen von Schmelz- zu Warmhalte- und zu Gießöfen transportiert, bevor es alle 320 Sekunden in die Formkästen fließt. Der Takt, fein ausbalanciert zwischen forsch und vorsichtig – ein Tropfen Wasser würde genügen, um die bis zu 1450 Grad heiße Flüssigkeit zur Explosion zu bringen.
Hier entstehen die Hightech-Rohlinge für die schweren Reihensechszylinder, das Kurbelgehäuse und der Zylinderkopf. Aus Gusseisen beide, der Zylinderkopf mit der besonderen kristallinen Struktur, die Vermikulargraphit heißt. Das Eisen muss im elektrisch betriebenen Ofen schmelzen – käme es aus dem koksbefeuerten Ofen, wäre der Schwefelgehalt zu hoch.
Magnesium kommt kurz vor dem Guss ins Eisen und lässt die Umgebung des Gussofens in einem grellen Blitz aufleuchten. Weniger als eine Handvoll Gießereien weltweit beherrscht diesen Prozess in industriellem Maßstab, und der ist Voraussetzung bei allein 3 500 Zylinderköpfen pro Woche. Jeder einzelne ist hohl wie ein Schweizer Käse, mit exakten Zu- und Ableitungen für die Verbrennungsluft, mit Öl- und Kühlwasserleitungen.
Klopfen, Vibrieren, Strahlen – maschinell und manuell wird jedes Körnchen Form- und Kernsand, die Rückstände des Gießens, sorgfältig vom Zylinderkopf entfernt. Dann kommt der erste Qualitätscheck. Fünfmal in Folge schlägt ein kleiner Metallhammer auf eine Ecke des fast 200 Kilogramm schweren Bauteils. Auf der anderen Seite misst ein Laser die entstehenden Schwingungen. Stimmt das Klangbild? Grün oder rot, ein ultimatives Urteil – selbst kleinste Abweichungen würden dazu führen, dass das Bauteil wieder eingeschmolzen wird.
Zerspanung.
Drehen, Bohren, Fräsen, Schleifen – all diese Disziplinen nutzen die Mitarbeiter in den beiden Gebäuden der Zerspanung, um aus den Rohlingen genau die hoch präzisen Teile zu machen, die Actros, Arocs und Antos ein Lkw-Leben lang einen kraftvollen und sparsamen Antrieb liefern.
Los geht’s auf der untersten Ebene mit den geschmiedeten Kurbelwellen-Rohlingen, die ThyssenKrupp zuliefert. Auf Dreh- und Fräsmaschinen entstehen vorbearbeitete Flächen für die Pleuel- und Hauptlager. Die feineren Bearbeitungsschritte schließen sich an: Schleifen in mehreren Schritten, zwischendurch Induktionshärten. Dabei erhitzen sich die Lagerflächen bis zur Rotglut und werden dann mit aquatensidhaltigem Wasser abgeschreckt. Dann Wuchten und Läppen – ein Glättungsverfahren für extrem hohe Oberflächengüten – und schließlich die umfangreiche Messung und Endkontrolle jeder einzelnen Kurbelwelle.
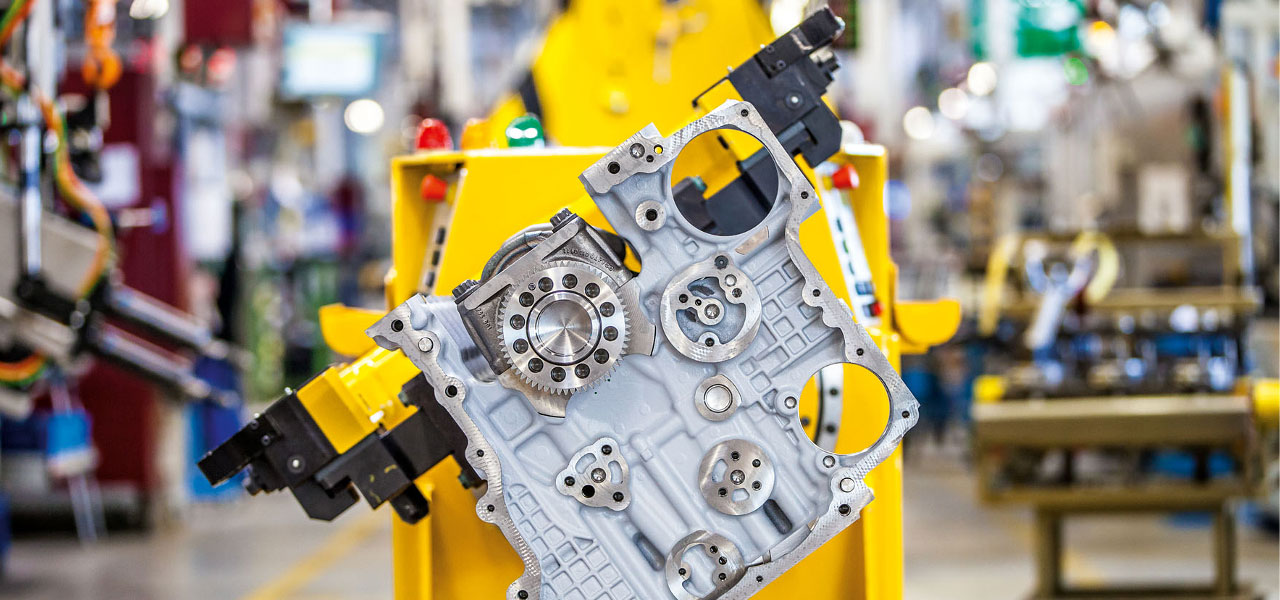
Eine Ebene darüber wurde die Zerspanung mit einem komplett neuen Maschinenpark für die Bearbeitung von Zylinderkopf und Kurbelgehäuse ausgestattet. Rund 70 Prozent der Bearbeitungszentren – meist Werkzeugmaschinen zum Fräsen und Bohren – sind Serienmaschinen. Die übrigen 30 Prozent wurden extra konstruiert, um den OM 473 und seine Brüder herzustellen.
Zum Beispiel für das Einpressen der Ventilsitze aus einer Kobaltlegierung in den Zylinderkopf. Je nach Motorvariante kosten sie bis zu zehn Euro pro Stück, und 24 pro Zylinderkopf sind zu verbauen. Die Maschine wählt automatisch die richtige Ventilsitzvariante, kühlt jeden einzelnen Ring mit flüssigem Stickstoff ab und setzt ihn in die entsprechend vorbereitete Bohrung in den Zylinderkopf ein. Hier entsteht die feste Verbindung durch die Ausdehnung des Ventilsitzrings.
Immer wieder müssen die Bauteile sogenannte Qualitätstore durchlaufen, damit die Einhaltung der geringen Toleranzen überprüft und für jeden einzelnen Zylinderkopf, jedes einzelne Kurbelgehäuse nachvollziehbar dokumentiert werden kann.
Ein weiterer Qualitätscheck findet in einem klimatisierten Raum am Rand statt. Hier kontrollieren berührungsempfindliche Sensoren die Zylinderköpfe und Kurbelgehäuse an rund 2 000 Messpunkten. Wenn die Toleranz an einem einzigen dieser Punkte auch nur um 0,001 Millimeter überschritten wird, muss nachgearbeitet werden. Zum Vergleich: Das Haar eines erwachsenen Menschen ist etwa 0,12 Millimeter dick.
Im zweiten Gebäude der Zerspanung geht es mit Hightech weiter. Der von den Mitarbeitern „Nocken-Robbi“ genannte Roboter ist quasi die Zentrale des Nockenwellenbaus. Er identifiziert jede einzelne Nocke, nimmt sie auf, erhitzt sie und gibt sie weiter an den Montage-Roboter. Dieser wiederum fügt sie kraftfrei auf die richtige Position des kalten Nockenwellenrohrs, und Sekunden später sind beide durch Aufschrumpfen untrennbar miteinander verbunden. Gebaute Nockenwellen sind leicht und extrem präzise Bauteile, eine Spezialität der neuen Motorenbaureihe für den schweren Einsatz.
Montage.
Die lichtdurchflutete Neubauhalle gegenüber der Gießerei und der Zerspanung, der Entstehungsort für rund 260 Motoren pro Tag. Eine Schlange gelber Motorenträger bildet das Montageband, sie werden durch Induktionsschleifen im Hallenboden gesteuert. Steuerung ist hier ein wichtiger Begriff, denn die 60 Montagestationen werden von rund 1200 Motorvarianten durchlaufen, der Takt liegt bei 3,4 Minuten.
Gleich zu Beginn, noch bevor das Kurbelgehäuse mit dem dazugehörigen Motorträger verbunden wird, bekommt es die Motornummer. Ab jetzt ist der werdende Motor bereits einem Lkw-Auftrag in Wörth oder einem der anderen Montagewerke zuzuordnen. Der erste Montageschritt ist der Einbau der Kurbelwelle. Die vor Ort vormontierten Pleuel mit den Stahlkolben folgen, dann der ebenfalls seitlich des Bands vormontierte Zylinderkopf mit den beiden Nockenwellen. Vier elektrische, drehwinkelgesteuerte Schrauber ziehen dann die 38 Zylinderkopfschrauben mit jeweils 450 Newtonmeter Drehmoment an. Der hohe Zylinderdruck von bis zu 235 Bar erfordert eine stabile Konstruktion!
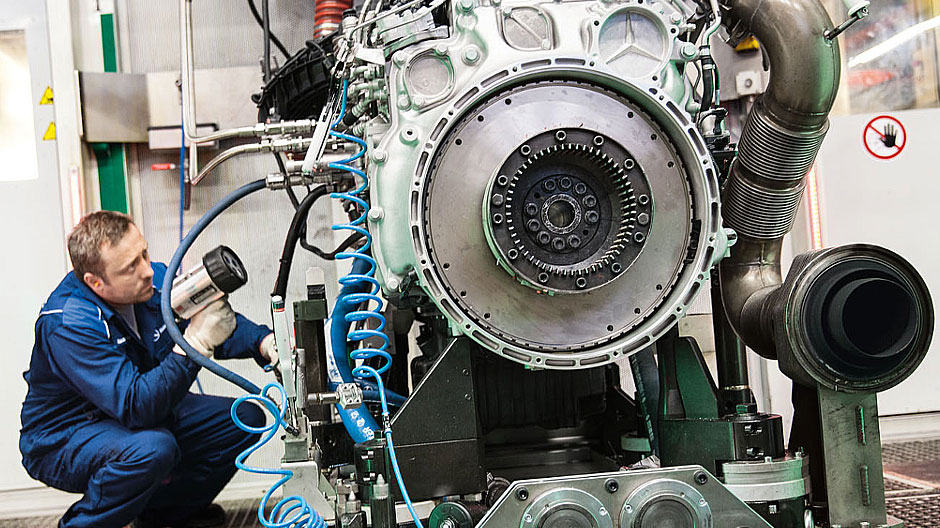
An den hinteren Montagestationen bekommt der OM 473 die Turbocompound-Einheit – einen Turbolader, der die verbleibende Abgasenergie auf die Kurbelwelle überträgt. Erst danach kann der „erste“ Turbolader, der die Brennräume mit Frischluft und Abgas für die Abgasrückführung versorgt, angebaut werden.
Am Ende des Bands folgen ein Qualitätstor und ein Lecktest. Im Anschluss daran muss jeder einzelne Motor einen 19-minütigen Heißtest bestehen. Sechs Motorenprüfstände stehen bereit. Mit betriebswarmem Öl und Kühlwasser befüllt, angeschlossen an Kraftstoff und Elektronik und ausgerüstet mit Dutzenden Messfühlern muss jeder Motor zu Protokoll geben, dass sämtliche Parameter wie Einspritzdruck, Temperatur und Kraftstoffverbrauch stimmen – sprich, dass er seinen Stern verdient hat.
Dann folgen Klarlackierung und ein letzter optischer Check vor dem Versand. Jeder einzelne Motor, der die Halle verlässt, ist einer, auf den die rund 8 500 Mitarbeiterinnen und Mitarbeiter des Werks Mannheim stolz sind. Sie wissen, dass jeder das Herzstück eines Lkw ist, dem sein Fahrer und sein Besitzer voll vertrauen können.
- Reihensechszylinder mit 15,6 Liter Hubraum
- Leistungs- und Drehmomentstufen: 380 kW/2 600 Nm, 425 kW/2 800
Nm und 460 kW/3 000 Nm
- Dekompressions-Motorbremse
mit bis zu 475 kW Leistung
- Bereits knapp über der
Leerlaufdrehzahl stehen in allen Ausführungen rund 2 500 Nm
Drehmoment zur Verfügung
- Nahezu volle Zugkraft im
Drehzahlbereich von 900 bis 1400 U/min
- Common-Rail-Einspritzsystem mit X-PULSE Druckverstärkung
- Lange Wartungsintervalle von bis zu 150 000 Kilometern im
Fernverkehr
- Verfügbar für Actros, Arocs und Antos
Die abschließende Qualitätskontrolle umfasst neben der Funktionsprüfung auch einen optischen Check.


{kind=link}
{kind=link}
Kommentar
Logge dich bitte ein, um einen Kommentar hinzuzufügen.
1 Kommentar