
Produkcja samochodów ciężarowych w zakładzie w Wörth
Reportaż.
W fabryce Mercedes-Benz w niemieckim Wörth co trzy minuty kabina kierowcy łączy się w parę z podwoziem ciężarowym. Wszystko w najdrobniejszych szczegółach odbywa się zgodnie z mottem przewodnim „Trucks you can trust”. Od 50 lat piszemy tu historię samochodów ciężarowych.
400 pojazdów dziennie, łącznie do tej pory grubo ponad trzy miliony: fabryka Mercedes-Benz w Wörth to największa montownia ciężarówek na świecie. Samochody ciężarowe są tu produkowane od 50 lat. W tym okresie zaszło tu wiele rozmaitych zmian. Nie zmieniło się tylko jedno: Każdy pojazd, który opuszcza zakład, musi zasłużyć na gwiazdę, którą nosi.
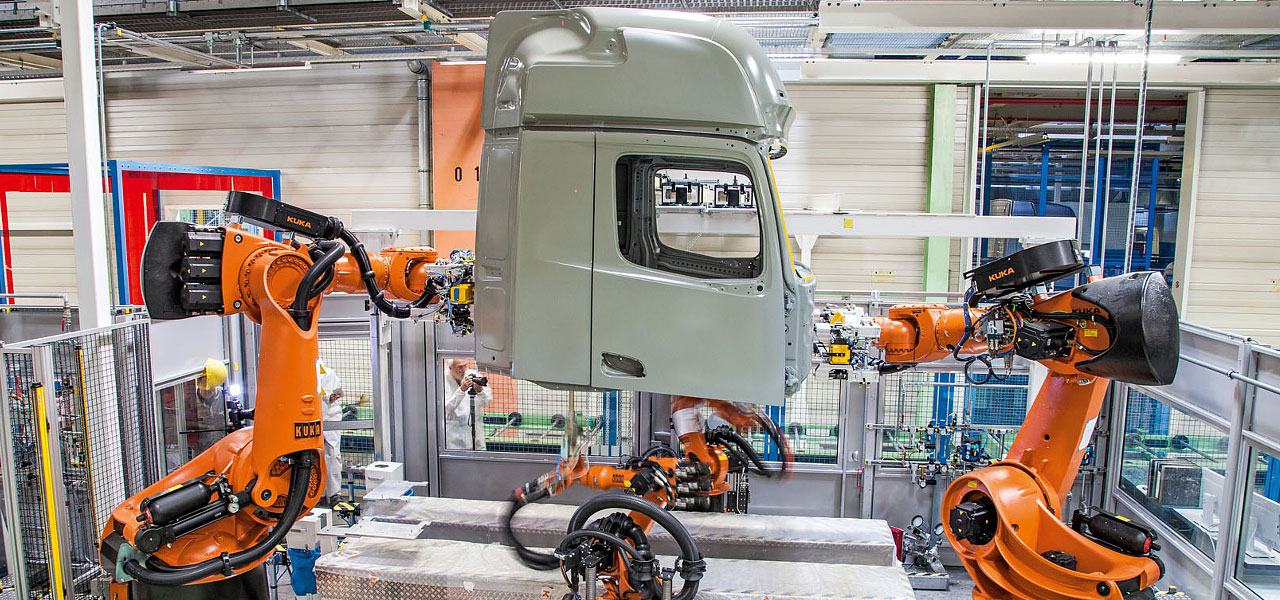
Proces produkcyjny rozpoczyna się od montażu surowej konstrukcji kabiny kierowcy. Po zespawaniu ze sobą blach następuje pierwsza kontrola wizualna: cztery zamontowane na ramieniu robota kamery sprawdzają wszystkie istotne pozycje. „Taką kontrolę jakości musi przejść każda kabina” – mówi Jürgen Olberding, kierownik działu konstrukcji surowych. Dzięki temu możliwe jest wczesne wykrycie i usunięcie ewentualnych problemów. System kontroli bije na alarm nawet przy minimalnych odchyleniach rzędu 1,5 mm. W procesie produkcji odchylenia takie nie występują jednak praktycznie nigdy. A jeśli już się zdarzą, to tuż obok znajduje się oddzielne pomieszczenie, w którym taka kabina jest jeszcze raz gruntownie sprawdzana. Jeżeli odchylenia się potwierdzą, to jest to ten moment, w którym należy odpowiednio skorygować parametry procesu produkcyjnego. „Kierowca może być pewien tego, że kabina, w której siedzi, ma bezwzględnie jakość Mercedesa” – zapewnia Olberding.
Po zakończeniu etapu surowej konstrukcji kabina kierowcy jedzie do lakierni. W procesie katodowego lakierowania zanurzeniowego na wszystkie powierzchnie nakładana jest pierwsza warstwa gruntująca. Potem następuje uszczelnienie spoin oraz kołnierzy blach, zapewniające dodatkową ochronę przed korozją. Następnie kabina otrzymuje powłokę wypełniającą, która chroni blachę przed uszkodzeniami lakieru spowodowanymi np. uderzeniami kamieni podczas jazdy. Dopiero po tym wszystkim nakładany jest lakier kryjący w danym kolorze. „Od roku 2003 zainwestowaliśmy ponad 100 milionów euro w kompleksową modernizację lakierni – w ekologiczne procesy i w pełni zautomatyzowane linie lakiernicze. Gwarantuje to najwyższy poziom jakości i niezawodności” – mówi Ulrich Zimmer, kierownik działu lakierni. „Jednak w dalszym ciągu w centrum procesu produkcyjnego jest pracownik. W końcu tylko jego wprawne oko może zapewnić najwyższą jakość”.
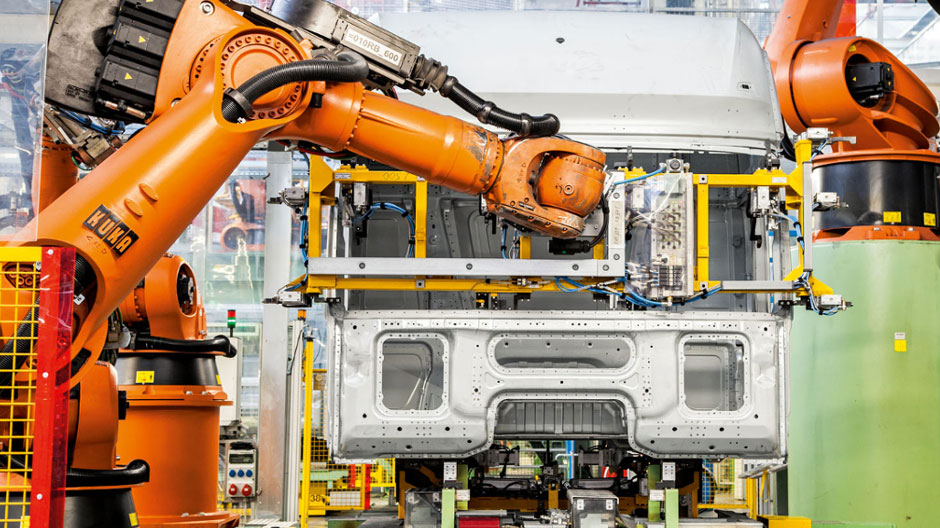
Precyzja i siła: na etapie montażu surowej konstrukcji kabiny roboty są niezbędne – na przykład do tego, aby wykonać tysiące spawów punktowych i precyzyjnie zmontować blachy.
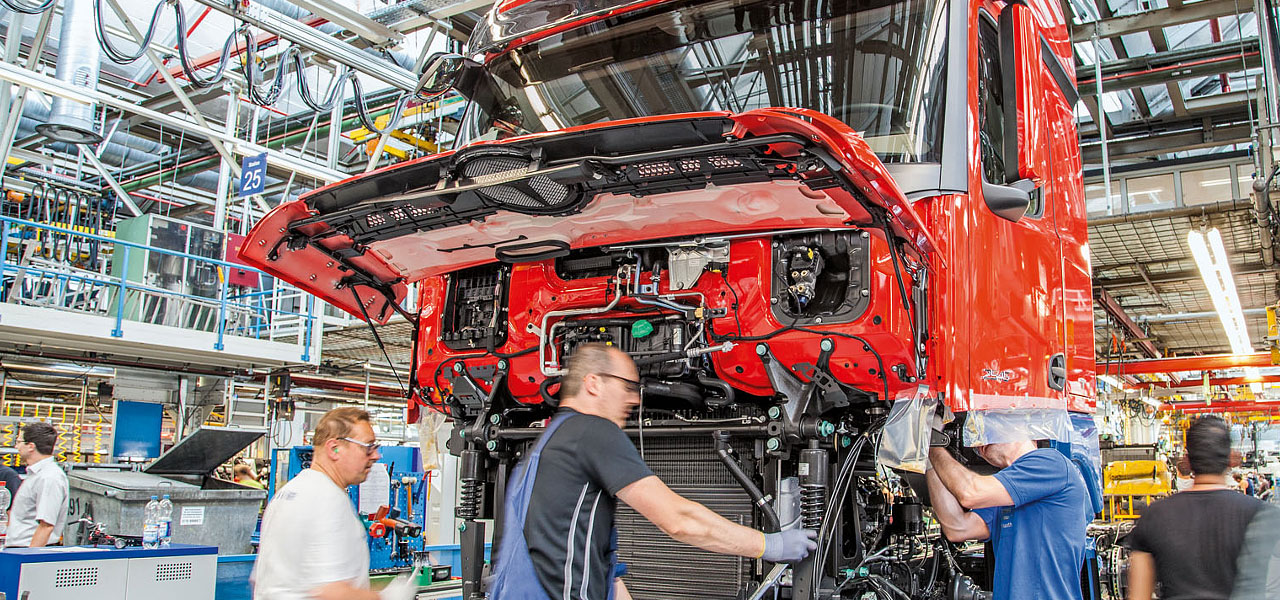
Następny przystanek: montaż wewnętrzny. Tutaj największym wyzwaniem jest wielka różnorodność modeli i wariantów. W zakładzie Wörth z taśm produkcyjnych zjeżdżają bowiem wszystkie nowe i wszystkie dotychczasowe typoszeregi oraz warianty modelowe – Actros, Antos, Arocs, Axor i Atego w wariancie Euro VI lub Euro V, z kierownicą po lewej lub po prawej stronie. Do tego dochodzi fakt, że ze względu na nowego Actrosa nastąpiło dodatkowe, wyraźne podwyższenie wymagań produkcyjnych. W porównaniu do poprzedniego modelu podwoiła się na przykład liczba montowanych części. A ponadto: „Stawiamy bardzo wysokie wymagania jakościowe, tak aby kierowca czuł się w kabinie pod każdym względem dobrze” – wyjaśnia dr Jörg Krummel, kierownik działu montażu wewnętrznego. Oprócz bieżącej kontroli na taśmie produkcyjnej dziennie osiem kabin kierowcy poddaje się intensywnej kontroli szczegółowej.
W końcu kabina kierowcy jest gotowa na „zaślubiny”, czyli połączenie
z podwoziem. Ze względu na duże obciążenia, jakim pojazdy poddawane są
każdego dnia eksploatacji, podłużnice i poprzecznice ramy łączone są
za pomocą śrub oraz nitów. Zanim nastąpi montaż silnika i skrzyni
biegów, podwozie jest lakierowane. Dla lepszej orientacji otwory w
podłużnicy ramy są opisane laserowo. „Laserowe oznaczenia dla każdego
układu otworów w czterorzędowej siatce otworów określają, jaki element
ma być tam zamontowany oraz jakim momentem obrotowym ma być dokręcone
połączenie śrubowe” – mówi Peter Arnecke, kierownik działu montażu
zabudów. Następny etap procesu produkcyjnego to hamownia podwoziowa.
Tutaj każdy pojazd musi udowodnić, że wszystkie jego układy działają
prawidłowo. Wyniki są odpowiednio dokumentowane i przechowywane w
archiwum nawet do 25 lat.

Jak w zegarku: na etapie montażu wewnętrznego produkty dostarczane są na taśmę montażową w systemie Just In Time.
Zaraz potem następuje jeszcze kontrola wizualna pojazdu w tunelu świetlnym. Dopiero wtedy pracownicy zezwalają na opuszczenie przez pojazd linii produkcyjnej – w dobrej wierze, że również ten egzemplarz w pełni zasłużył na swoją gwiazdę. Tak jak wszystkie inne pojazdy w 50-letniej historii zakładu. „We wszystkich obszarach naszej działalności towarzyszy nam obietnica złożona naszym klientom: Trucks you can trust” – mówi Helmut Bachmann, kierownik produkcji pojazdów w zakładzie Wörth. „Dzięki temu nasi klienci zyskują poczucie, że mogą w pełni zaufać ciężarówce z gwiazdą Mercedesa. A sensem i motorem naszej pracy jest to, aby każdego dnia od nowa zasłużyć na zaufanie, jakim klienci obdarzają nasze produkty”.


{kind=link}
{kind=link}
{kind=link}
Komentarz
Zaloguj się, aby dodać komentarz.
Nie ma jeszcze żadnych komentarzy