
Έτσι «γεννιέται» ο OM 473
Όχημα & Τεχνολογία
Με κυβισμό 15,6 λίτρα, ισχύ έως 460 kW και μέγιστη ροπή 3.000 νιουτόμετρα, ο OM 473 αντιπροσωπεύει την κορυφαία κατηγορία για τους κινητήρες φορτηγών. Κατασκευάζεται στο εργοστάσιο της Mercedes-Benz στο Mannheim.
Ένας άκαμπτος, ελαφρύς στροφαλοθάλαμος και μια κυλινδροκεφαλή, η οποία αντέχει και τις υψηλότερες πιέσεις κυλίνδρων. Ο στροφαλοφόρος άξονας, ο οποίος καλύπτει άνετα 1,2 εκατομμύρια χιλιόμετρα και μια γραμμή συναρμολόγησης που δεν επιτρέπει το παραμικρό σφάλμα – στη μονάδα χύτευσης, μηχανικής κοπής και συναρμολόγησης του εργοστασίου στο Μάνχαϊμ αναπτύσσεται η βαριά κατασκευαστική σειρά κινητήρων για τα φορτηγά Mercedes-Benz. Ο OM 473 είναι το νεότερο μέλος της οικογένειας – ο κινητήρας με το μεγαλύτερο κυβισμό, τη μεγαλύτερη ισχύ, το πιο περίπλοκο σύστημα μηχανόφρενου και την πιο αποδοτική τεχνολογία Turbocompound.
Χύτευση.
Ο αέρας είναι ξηρός, μυρίζει ένα μείγμα από πυροτεχνήματα και υπερθερμασμένου κινητήρα. Το τήγμα λάμπει εκτυφλωτικά, βυθίζοντας την υπόλοιπη αίθουσα στο σκοτάδι. Ο λευκός πυρακτωμένος σίδηρος μεταφέρεται από τους κλιβάνους τήξης στους κλιβάνους διατήρησης θερμότητας και χύτευσης μέσα σε κάδους μεταφοράς, προτού ρεύσει στο καλούπι διαμόρφωσης ανά 320 δευτερόλεπτα. Ο ρυθμός είναι τέτοιος που ταχύτητα και ακρίβεια ισορροπούν βέλτιστα – μία σταγόνα νερού θα αρκούσε για την ανάφλεξη του υγρού του οποίου η θερμοκρασία φτάνει έως και τους 1450 βαθμούς Κελσίου.
Εδώ αναπτύσσονται τα προηγμένης τεχνολογίας τεμάχια για τους βαριάς χρήσης εν σειρά εξακύλινδρους - ο στροφαλοθάλαμος και η κυλινδροκεφαλή. Και τα δύο από χυτοσίδηρο, η κυλινδροκεφαλή με την ιδιαίτερη κρυσταλλική δομή, γνωστή ως «σκωληκοειδής γραφίτης». Ο σίδηρος πρέπει να λιώσει στον ηλεκτρικό κλίβανο – εάν χρησιμοποιούταν ο κλίβανος οπτάνθρακα, η περιεκτικότητα σε θείο θα ήταν υπερβολικά υψηλή.
Λίγο πριν τη χύτευση, προστίθεται στο σίδηρο το μαγνήσιο και η περιοχή γύρω από τον κλίβανο χύτευσης φωτίζεται από μια εκτυφλωτική λάμψη. Αυτή η μέθοδος χρησιμοποιείται σε βιομηχανική κλίμακα από περιορισμένο αριθμό χυτηρίων παγκοσμίως και αποτελεί προϋπόθεση για 3.500 και μόνο κυλινδροκεφαλές ανά εβδομάδα. Καθεμία από αυτές είναι «κούφια» σαν ελβετικό τυρί, με ακριβείς αγωγούς εισόδου και εξόδου για τον αέρα καύσης, με σωλήνες λαδιού και ψυκτικού υγρού.
Χτύπημα, δόνηση, ακτινοβολία – με μηχανικά μέσα αλλά και με το χέρι, όλοι οι κόκκοι άμμου που απομένουν από τη χύτευση απομακρύνονται προσεκτικά από την κυλινδροκεφαλή. Ακολουθεί ο πρώτος ποιοτικός έλεγχος. Πέντε διαδοχικές φορές ένα μικρό μεταλλικό σφυρί χτυπά μία γωνία του εξαρτήματος βάρους σχεδόν 200 κιλών. Στην άλλη πλευρά, ένα λέιζερ μετρά τις δονήσεις που προκαλούνται. Είναι σωστά τα ηχητικά χαρακτηριστικά; Πράσινο ή κόκκινο, μία τελική αξιολόγηση – ακόμα και η παραμικρή απόκλιση θα σήμαινε την εκ νέου τήξη του εξαρτήματος.
Μηχανική κοπή.
Τόρνευση, διάτρηση, φρεζάρισμα, λείανση – οι εργαζόμενοι στα δύο κτίρια της μονάδας μηχανικής κοπής χρησιμοποιούν όλες αυτές τις μεθόδους, για να κατασκευάζουν από τα μεταλλικά τεμάχια τα υψηλής ακρίβειας εξαρτήματα που θα εξασφαλίσουν στο Actros, στο Arocs και το Antos ένα δυναμικό και οικονομικό σύστημα κίνησης μεγάλης διάρκειας ζωής.
Η αρχή γίνεται από το κατώτερο επίπεδο με τα ακατέργαστα τεμάχια σφυρήλατων στροφαλοφόρων αξόνων της ThyssenKrupp. Στους τορναδόρους και τις φρέζες δημιουργούνται προκατεργασμένες επιφάνειες για τα ρουλεμάν μπιέλας και τα κύρια ρουλεμάν. Ακολουθούν τα στάδια λεπτομερέστερης επεξεργασίας: λείανση σε πολλά στάδια και, ενδιάμεσα, επαγωγική σκλήρυνση. Σε αυτήν, οι επιφάνειες έδρασης θερμαίνονται σε σημείο ερυθροπύρωσης και έπειτα διαβρέχονται με νερό εμπλουτισμένο με Aquatensid. Μετά, εξισορρόπηση και λείανση με αλοιφή – μια μέθοδος λείανσης για εξαιρετικά ποιοτικό φινίρισμα της επιφάνειας – και για το τέλος η εκτενής μέτρηση και ο τελικός έλεγχος κάθε μεμονωμένου στροφαλοφόρου άξονα.
Ένα επίπεδο πιο πάνω, η μονάδα μηχανικής κοπής εξοπλίστηκε με ολοκαίνουρια μηχανήματα για την επεξεργασία της κυλινδροκεφαλής και του στροφαλοθαλάμου. Περίπου το 70 τοις εκατό των κέντρων επεξεργασίας – ως επί το πλείστον, μηχανήματα για το φρεζάρισμα και τη διάτρηση – είναι μηχανήματα σειράς. Το υπόλοιπο 30 τοις εκατό κατασκευάστηκε ειδικά για την παραγωγή του OM 473 και των αδερφών κινητήρων του.
Για παράδειγμα, για τη συναρμογή των εδρών βαλβίδων από κράμα κοβαλτίου στην κυλινδροκεφαλή. Ανάλογα με την έκδοση του κινητήρα, αυτές κοστίζουν έως και δέκα ευρώ ανά τεμάχιο και τοποθετούνται 24 ανά κυλινδροκεφαλή. Το μηχάνημα επιλέγει αυτόματα τη σωστή έκδοση έδρας βαλβίδας, ψύχει κάθε δακτύλιο με υγρό άζωτο και τον τοποθετεί στην κατάλληλα προετοιμασμένη οπή στην κυλινδροκεφαλή. Σε αυτό το σημείο, δημιουργείται η σταθερή σύνδεση μέσω διαστολής του δακτυλίου έδρας βαλβίδας.
Κάθε φορά τα εξαρτήματα πρέπει να διέρχονται από τις λεγόμενες «πύλες ποιότητας», προκειμένου η συμμόρφωση με τις αυστηρές ανοχές να μπορεί να ελεγχθεί και να τεκμηριωθεί για κάθε κυλινδροκεφαλή και στροφαλοθάλαμο.
Ένας επιπρόσθετος ποιοτικός έλεγχος λαμβάνει χώρα παραπλεύρως, σε ένα κλιματιζόμενο δωμάτιο. Εδώ, ευαίσθητοι στην επαφή αισθητήρες ελέγχουν τις κυλινδροκεφαλές και τους στροφαλοθαλάμους σε περίπου 2.000 σημεία μέτρησης. Εάν σε ένα και μόνο από αυτά τα σημεία παρατηρηθεί υπέρβαση της ανοχής έστω και κατά 0,001 χιλιοστό, είναι απαραίτητη η εκ των υστέρων επεξεργασία. Για τη σύγκριση: η τρίχα ενός ενήλικα έχει πάχος περίπου 0,12 χιλιοστά.
Η προηγμένη διαδικασία συνεχίζεται και στο δεύτερο κτίριο της μονάδας μηχανικής κοπής. Το ρομπότ που οι εργαζόμενοι αποκαλούν χαϊδευτικά "Έκκεντρο Robbi" είναι ουσιαστικά το κέντρο κατασκευής των εκκεντροφόρων αξόνων. Αναγνωρίζει κάθε επιμέρους έκκεντρο, το παραλαμβάνει, το θερμαίνει και το προωθεί στο ρομπότ συναρμολόγησης. Αυτό με τη σειρά του το τοποθετεί χωρίς δύναμη στη σωστή θέση του ψυχρού αγωγού του εκκεντροφόρου και δευτερόλεπτα αργότερα τα δύο τεμάχια είναι σταθερά συνδεδεμένα μέσω συστολής. Οι κατασκευασμένοι εκκεντροφόροι άξονες είναι ελαφριά και εξαιρετικά ακριβή εξαρτήματα, ένα πολύ ιδιαίτερο χαρακτηριστικό της νέας κατασκευαστικής σειράς κινητήρων για βαριά χρήση.
Συναρμολόγηση.
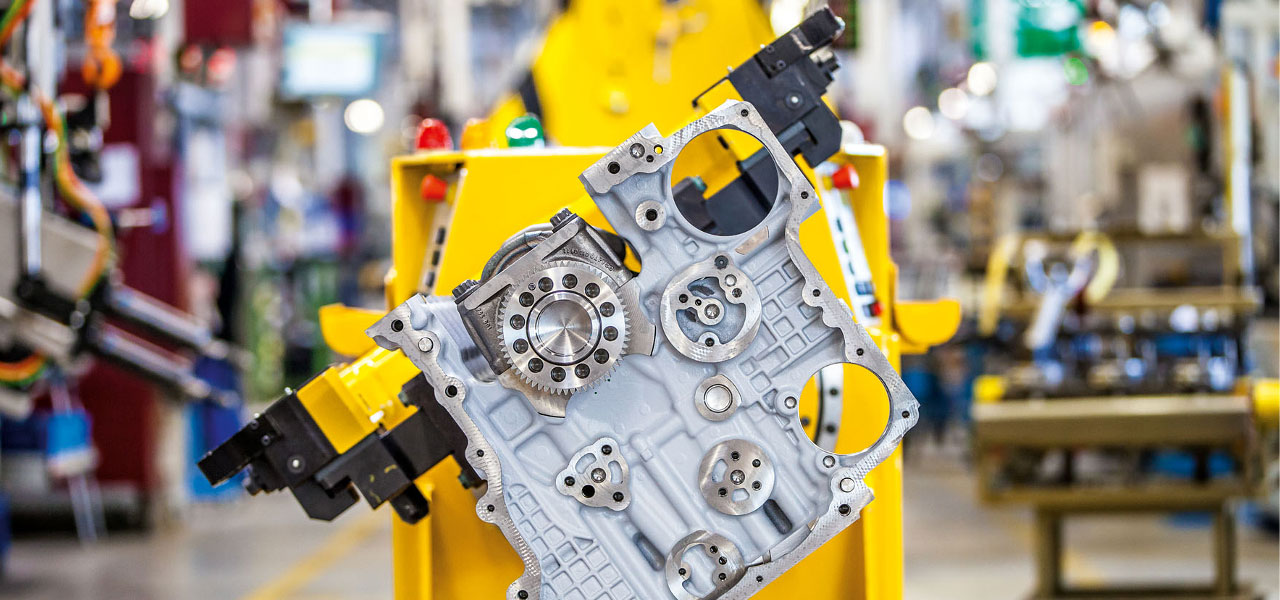
Στην εξαιρετικά φωτεινή αίθουσα κατασκευής καινούριων εξαρτημάτων, απέναντι από τη μονάδα χύτευσης και μηχανικής κοπής, κατασκευάζονται καθημερινά περίπου 260 κινητήρες. Η γραμμή συναρμολόγησης αποτελείται από μια αλυσίδα κίτρινων φορέων κινητήρων, που ελέγχονται από επαγωγικά κυκλώματα στο δάπεδο της αίθουσας. Εδώ, ο έλεγχος είναι σημαντικός, δεδομένου ότι από τους 60 σταθμούς συναρμολόγησης διέρχονται περίπου 1200 εκδόσεις κινητήρων ανά 3,4 λεπτά.
Στην αρχή, πριν ακόμα ο στροφαλοθάλαμος συνδεθεί με τον αντίστοιχο φορέα κινητήρα, λαμβάνει τον αριθμό κινητήρα. Από αυτήν την στιγμή, ο μελλοντικός κινητήρας πρέπει να αντιστοιχιστεί με μια παραγγελία φορτηγού στο Wörth ή κάποιο άλλο εργοστάσιο συναρμολόγησης. Το πρώτο στάδιο συναρμολόγησης είναι η τοποθέτηση του στροφαλοφόρου άξονα. Σειρά έχουν οι προσυναρμολογημένες μπιέλες με τα χαλύβδινα έμβολα και μετά η επίσης προσυναρμολογημένη παραπλεύρως της γραμμής κυλινδροκεφαλή με τους δύο εκκεντροφόρους άξονες. Τέσσερα ηλεκτρικά κατσαβίδια ελεγχόμενης γωνίας περιστροφής σφίγγουν στη συνέχεια τις 38 βίδες κυλινδροκεφαλής με ροπή 450 νιουτόμετρων. Η υψηλή πίεση κυλίνδρων, που φτάνει έως και τα 235 Bar, απαιτεί σταθερή κατασκευή!
Στους μετέπειτα σταθμούς συναρμολόγησης, ο OM 473 εξοπλίζεται με τη μονάδα Turbocompound – ένα στροβιλοσυμπιεστή ο οποίος μεταδίδει την εναπομένουσα ενέργεια των καυσαερίων στο στροφαλοφόρο άξονα. Αμέσως μετά, μπορεί να προσαρτηθεί ο «πρώτος» στροβιλοσυμπιεστής, ο οποίος τροφοδοτεί τους θαλάμους καύσης με φρέσκο αέρα και καυσαέρια για το σύστημα επανακυκλοφορίας καυσαερίων.
Στο τέλος της γραμμής, διεξάγεται ποιοτικός έλεγχος και έλεγχος στεγανότητας. Στη συνέχεια, κάθε μεμονωμένος κινητήρας πρέπει να υποβληθεί σε μια θερμή δοκιμή διάρκειας 19 λεπτών. Έξι δοκιμαστήρια κινητήρων βρίσκονται σε ετοιμότητα. Με πλήρωση λαδιού και ψυκτικού υγρού σε θερμοκρασία λειτουργίας, συνδεδεμένος με το καύσιμο και το ηλεκτρονικό σύστημα και εξοπλισμένος με δώδεκα αισθητήρες μέτρησης, πρέπει να επιβεβαιωθεί για κάθε κινητήρα, ότι όλες οι παράμετροι, όπως η πίεση ψεκασμού, η θερμοκρασία και η κατανάλωση καυσίμου, είναι σωστές – δηλαδή, ότι έχει κερδίσει το αστέρι με την αξία του.
Σειρά έχουν η επίστρωση του διαφανούς βερνικιού και ένας τελευταίος οπτικός έλεγχος πριν την αποστολή. Κάθε κινητήρας που εξέρχεται από την αίθουσα είναι ένα προϊόν για το οποίο οι περίπου 8.500 εργαζόμενες και εργαζόμενοι του εργοστασίου στο Mannheim είναι υπερήφανοι. Γνωρίζουν ότι καθένας από αυτούς θα αποτελέσει το κέντρο λειτουργίας ενός φορτηγού, το οποίο ο οδηγός και ο ιδιοκτήτης του θα μπορούν να εμπιστευτούν πλήρως.
- Εν σειρά εξακύλινδρος με κυβισμό 15,6 λίτρων
- Βαθμίδες ισχύος και ροπής: 380 kW/2.600 Nm, 425 kW/2.800 Nm και 460 kW/3.000 Nm
- Μηχανόφρενο αποσυμπίεσης με ισχύ έως 475 kW
- Ελαφρώς πάνω από τον αριθμό στροφών ρελαντί, διατίθεται σε όλες τις εκδόσεις ροπή στρέψης περίπου 2.500 Nm
- Σχεδόν πλήρης ελκτική δύναμη από τις 900 έως τις 1400 σ.α.λ.
- Σύστημα ψεκασμού Common-Rail με ενίσχυση πίεσης X-PULSE
- Μεγάλα διαστήματα μεταξύ συντηρήσεων έως 150.000 χλμ. στην κυκλοφορία μεγάλων αποστάσεων
- Διατίθεται για Actros, Arocs και Antos
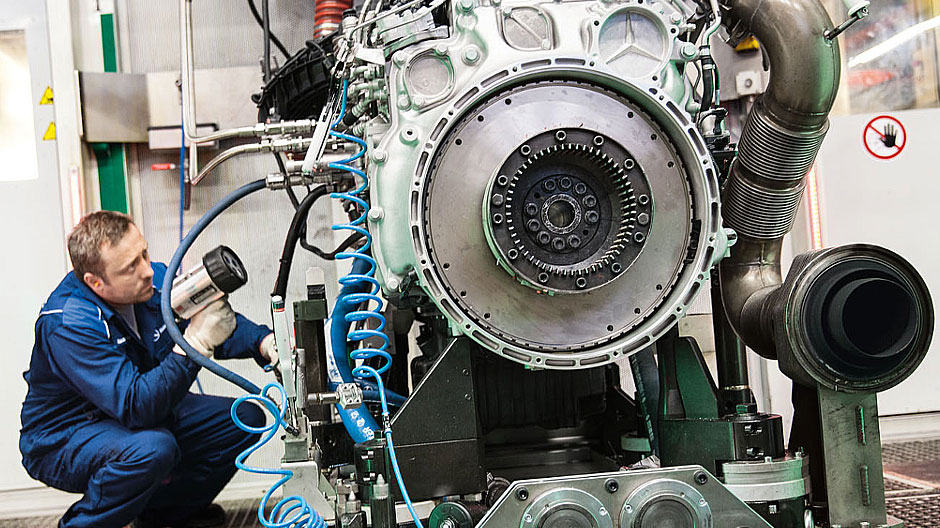
Ο τελικός ποιοτικός έλεγχος περιλαμβάνει εκτός από τον έλεγχο λειτουργίας έναν οπτικό έλεγχο.


{kind=link}
{kind=link}
Σχόλιο
Συνδέσου στο λογαριασμό σου, για προσθέσεις ένα σχόλιο.
Κανένα σχόλιο ακόμη